

Hư hỏng và phương pháp sửa chữa Piston
vào
05 Jun, 2017
I. PISTON
1. Công dụng
Piston là bộ phận chuyển động trực tiếp tiếp nhận lực tác dụng của khí cháy, qua chốt piston và thanh truyền làm quay trục khuỷu để sinh công. Ngoài ra piston cùng với nắp máy, xilanh tạo thành buồng cháy. ở động cơ hai kỳ, piston còn tác dụng như một van trượt đóng mở các cửa thổi, cửa nạp và cửa xả.
2. Điều kiện làm việc
Trong quá trình động cơ làm việc, piston thường xuyên chịu lực tác dụng của lực khí cháy, nhiệt độ cao, chịu va đập mạnh và ma sát lớn.
3. Vật liệu chế tạo
Piston thường được chế tạo bằng hợp kim nhôm hoặc gang. Piston hợp kim nhôm được dùng nhiều, vì có ưu điểm là: nhẹ, dẫn nhiệt tốt, hệ số ma sát nhỏ và dễ chế tạo. piston bằng gang thường chỉ dùng ở một số động cơ có số vòng quay thấp (n = 2000 - 2500vg/ph) hoặc làm việc với tải trọng lớn.
4. Cấu tạo
Piston có dạng hình trụ rỗng, một đầu kín, trong có nhiều gân hay gờ để tăng độ bền, cấu tạo của piston được chia làm ba phần: đỉnh, đầu và thân (hình 20 – 3 a).
1. Công dụng
Piston là bộ phận chuyển động trực tiếp tiếp nhận lực tác dụng của khí cháy, qua chốt piston và thanh truyền làm quay trục khuỷu để sinh công. Ngoài ra piston cùng với nắp máy, xilanh tạo thành buồng cháy. ở động cơ hai kỳ, piston còn tác dụng như một van trượt đóng mở các cửa thổi, cửa nạp và cửa xả.
2. Điều kiện làm việc
Trong quá trình động cơ làm việc, piston thường xuyên chịu lực tác dụng của lực khí cháy, nhiệt độ cao, chịu va đập mạnh và ma sát lớn.
3. Vật liệu chế tạo
Piston thường được chế tạo bằng hợp kim nhôm hoặc gang. Piston hợp kim nhôm được dùng nhiều, vì có ưu điểm là: nhẹ, dẫn nhiệt tốt, hệ số ma sát nhỏ và dễ chế tạo. piston bằng gang thường chỉ dùng ở một số động cơ có số vòng quay thấp (n = 2000 - 2500vg/ph) hoặc làm việc với tải trọng lớn.
4. Cấu tạo
Piston có dạng hình trụ rỗng, một đầu kín, trong có nhiều gân hay gờ để tăng độ bền, cấu tạo của piston được chia làm ba phần: đỉnh, đầu và thân (hình 20 – 3 a).
 |
| Cấu tạo pit tông |
a. Đỉnh piston
Dựa vào cấu tạo của buồng cháy, tỷ số nén, kích thước của xi lanh và phương pháp phun nhiên liệu...mà đỉnh piston có các dạng khác như: bằng, lồi hoặc lõm.
- Đỉnh bằng (hình 20 – 11a): diện tích chịu nhiệt nhỏ, cấu tạo đơn giản, được sử dùng nhiều ở động xăng, vì kết cấu buồng cháy nằm ở nắp máy.
- Đỉnh lồi (hình 20 - 11b): có sức bền lớn, đỉnh mỏng, nhẹ nhưng diện tích chịu nhiệt lớn. Loại này thường được sử dụng trong động cơ xăng bốn kỳ xu páp treo.
- Loại đỉnh lồi dạng (hình 20 - 11c) thường được sử dụng ở động cơ xăng hai kỳ không có xupáp.
- Đỉnh lõm (hình 20 - 11d): có thể tạo ra xoáy lốc nhẹ, tạo điều kiện cho việc hình thành hoà khí và cháy. Tuy nhiên, diện tích chịu nhiệt lớn hơn so với đỉnh bằng. Loại này được dùng nhiều trên cả động cơ xăng và động cơ diesel. Ngoài ra trên động cơ diesel có thể sử dụng các dạng đỉnh piston như hình (e, g, h, f).
 |
| Đỉnh piston |
b. Đầu piston
- Đầu piston được giới hạn từ đỉnh piston đến rãnh xéc măng dầu cuối cùng trên bệ chốt piston.
- Đường kính đầu piston thường nhỏ hơn đường kính thân (hình 20 – 10b). Cấu tạo đầu piston phải đảm bảo các yêu cầu sau:
ü Bao kín buồng cháy: thông thường người ta dùng xéc măng để bao kín. Vì vây, đầu piston có các rãnh để lắp các xéc măng khí và xéc măng dầu. Số rãnh xéc măng tuỳ thuộc vào loại động cơ.
ü Tản nhiệt tốt cho piston: Phần lớn nhiệt của piston truyền qua xéc măng và xi lanh đến môi chất làm mát.
- Để tản nhiệt tốt đầu piston thường có cấu tạo như sau:
ü Phần chuyển tiếp giữa đỉnh và đầu có bán kính R lớn.
ü Dùng rãnh ngăn nhiệt để giảm lượng nhiệt truyền cho xéc măng thứ nhất.
- Sức bền cao: Để tăng sức bền và độ cứng vững cho bệ chốt người ta chế tạo các gân chịu lực.
 |
| kết cấu đầu pit tông |
c. Thân pit tông
Thân piston có nhiệm vụ dẫn hướng cho piston chuyển động trong xilanh.
Chiều cao của thân piston (H) được quyết định điều kiện áp suất tiếp xúc do lực ngang N gây ra.
Thân piston động cơ diesel thường dài hơn thân piston của động cơ xăng và phần đáy thường có thêm 1 - 2 xéc măng dầu. Thân piston của động cơ hai kỳ không có xu páp thường làm khuyết hoặc có lỗ phía dưới để tạo điều kiện cho hoà khí từ bộ chế hoà khí nạp vào các te của động cơ.
Vị trí tâm bệ chốt thường bố trí cao hơn trọng tâm của thân piston để chịu lực ngang N và ma sát gây ra phân bố đều hơn, h = (0,6 - 0,7)H. Một số động cơ có tâm lỗ chốt piston lệch với tâm xilanh một khoảng e về phía nào đó sao cho lực ngang NMax giảm (hình 20 - 6) để hai bên của piston và xilanh mòn đều.
 |
| Vị trí bệ chốt pit tông |
Để chống bó kẹt piston trong xi lanh trong quá trình làm việc do chịu lực ngang N, lực khí thể, kim loại giãn nở, người ta sử dụng các biện pháp sau:
- Chế tạo thân piston có dạng ô van (hình 20 - 13a), trục ngắn trùng với tâm chốt piston;
- Tiện vát hai đầu bệ chốt (hình 20 – 13b)
- Xẻ rãnh giãn nở trên thân piston (hình 20 - 13 c, d). Loại này có ưu điểm là khe hở nhỏ, động cơ không bị gõ, khởi động dễ, nhưng độ cứng của piston giảm nên chỉ dùng ở động cơ xăng.
- Khi đúc piston người ta gắn thêm miếng hợp kim có độ giãn nở hầu như không đáng kể vào bệ chốt pit tông để hạn chế giãn nở theo phương vuông góc với tâm chốt.
 |
| Các biện pháp chống bó kẹt piston |
II. HIỆN TƯỢNG, NGUYÊN NHÂN HƯ HỎNG, PHƯƠNG PHÁP KIỂM TRA, SỬA CHỮA PISTON
1. Hiện tượng, nguyên nhân hư hỏng
Trong quá trình làm việc, piston thường có các hiện tượng hư hỏng sau:
- Đỉnh piston bị cháy rỗ, nứt thủng, do chịu nhiệt độ và áp suất cao của khí cháy, chịu sự ăn mòn của nhiên liệu và khí cháy.
- Bề mặt thân piston bị cạo xước, bị mòn, nứt vỡ. Do ma sát với thành xi lanh, do tạp chất bám vào bề mặt piston.
- Rãnh lắp xéc măng bị mòn, nứt vỡ, do ma sát và va đập với xéc măng hoặc do xéc măng bị gãy.
- Lỗ lắp chốt piston bị mòn, do chịu ma sát và va đập với chốt piston.
- Piston bị bám muội than.
2. Phương pháp kiểm phát hiện hư hỏng
a. Kiểm tra vết xước, rạn nứt
Khi piston bị vết xước, rạn nứt có thể kiểm tra bằng mắt thường hoặc dùng kính phóng đại để soi. Ngoài ra có thể dùng thanh kim loại gõ nhẹ xung quanh piston, nếu có tiếng rè chứng tỏ piston bị nứt.
b. Kiểm tra độ mòn
- Dùng pan me đo ngoài để đo đường kính phần đáy thân piston, sau đó so sánh với kích thước tiêu chuẩn. Khi kiểm tra độ mòn mòn cần phải kiểm tra khe hở giữa piston và xilanh, nếu khe hở vượt quá giới hạn cho phép thì công suất của động cơ sẽ giảm, khi làm việc có tiếng gõ không bình thường (gõ xilanh). Khe hở cho phép giữa piston và xilanh không được vượt quá 0,34mm trên một 100mm đường kính xilanh.
- Cách đo khe hở giữa piston và xilanh như sau: lắp ngược piston (không có xéc măng) vào xilanh, dùng căn lá có chiều dày thích hợp, chiều dài 200mm, rộng 13mm cắm vào giữa piston và xilanh (cắm ở mặt piston không xẻ rãnh vuông góc với lỗ chốt piston), rồi dùng cân lò xo kéo với một lực 2 - 3,5kg, nếu kéo được căn lá ra là đạt yêu cầu, độ chênh lệch về lực kéo giữa các xilanh không được quá 1kg. Nếu cắm căn lá vào lỏng chứng tỏ khe hở quá lớn, piston bị mòn.
 |
| Kiểm tra khe hở giữa pit tông và xi lanh |
- Dùng thước cặp để kiểm tra kích thước các rãnh xéc măng, sau đó so sánh với kích thước của xéc măng chuẩn để xác định độ mòn.
- Dùng cữ đo hoặc đồng hồ so để đo độ mòn của lỗ chốt piston.
3. Phương pháp sửa chữa piston
Tuỳ theo mức độ và các hư hỏng khác nhau mà chọn các phương pháp sửa chữa khác nhau, phần lớn thường dùng piston mới hoặc tăng kích thước của piston, khi cần thiết thì phải tiến hành sửa chữa bằng các phương pháp sau:
a. Phục hồi piston
Nếu piston chỉ có vết xước nhỏ nằm trong phạm vi cho phép, và các kích thước khác bình thường thì có thể dùng giấy nhám mịn thấm dầu đánh bóng lại để tiếp tục sử dụng.
Trường hợp xilanh chưa mòn quá giới hạn cho phép mà khe hở giữa piston và xilanh quá lớn, có thể dùng phương pháp mạ và tạo màng bằng môlipđenuđisunphua để tăng kích thước của piston. Hoặc chỉ có một piston nào đó bị hỏng, thì có thể dùng một piston cũ đã tăng kích thước và tiến hành tiện lại cho vừa để sử dụng.
Khi piston có vết nứt không lớn, chưa ảnh hưởng đến sự làm việc bình thường của nó thì có thể khoan một lỗ nhỏ ở cuối vết nứt để khống chế vết nứt tiếp tục mở rộng và tiếp tục sử dụng, nếu vết lớn thì phải thay piston.
Trường hợp lỗ chốt piston mòn và biến dạng thì dùng dao doa bằng tay, dao chuốt hoặc tiện để mở rộng lỗ chốt theo kích thước sửa chữa và lắp chốt lớn hơn.
b. Thay piston
Trường hợp xilanh phải mài doa hoặc piston trong xilanh quá lỏng, piston bị nứt vỡ hoặc hư hỏng nặng, rãnh xéc măng bị mòn quá mức, lỗ chốt piston bị mòn quá kích thước sửa chữa lớn nhất thì phải thay piston.
Khi thay pit tông cần căn cứ vào đường kính xi lanh để chọn pit tông. Kích thước tăng lớn của pit tông có 6 mức là 0,25; 0,50, 0,75; 1,00; 1,25; và 1,50mm. Các kích thước tăng lớn đều có ghi rõ trên đỉnh pit tông
Khi thay từng piston tốt nhất dùng loại piston có nhãn hiệu tương tự. Khe hở giữa piston thay mới với thành xilanh phải như các xilanh khác. Độ ô van của piston mới thay so với các piston khác chênh lệch nhau không quá 0,075mm.
Nếu dùng piston cũ thì phải kiểm tra chiều sâu và chiều cao của các rãnh xéc măng xem có phù hợp với các xéc măng mới không, lỗ chốt piston phù hợp không. Trọng lượng piston mới thay phải bằng trọng lượng piston cũ và không được vượt quá trọng lượng cho phép.
Khi thay cả bộ piston, trọng lượng các piston phải bằng nhau, những piston có đường kính lớn hơn 85mm, trọng lương giữa các piston chênh lệch nhau cho phép không vượt quá 15 gam, những piston có đường kính nhỏ hơn 85mm, thì trọng lượng chênh lệch không quá 9 gam. Nếu vượt quá giới hạn cho phép không nhiều, có thể dũa bớt một ít ở mặt đầu trong piston để giảm bớt trọng lượng .
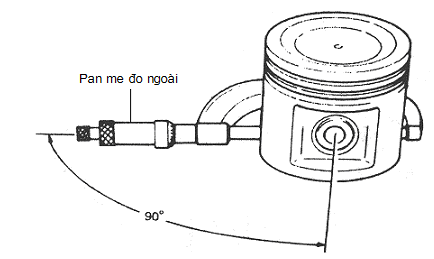 |
| Dùng pan me đo ngoài để đo đường kính piston |








