

Hư hỏng và phương pháp sửa chữa chốt Piston
vào
05 Jun, 2017
I. CHỐT PIT TÔNG
1. Công dụng
Chốt pit tông (ắc pit tông) có công dụng như một bản lề nối pit tông với đầu nhỏ thanh truyền.

1. Công dụng
Chốt pit tông (ắc pit tông) có công dụng như một bản lề nối pit tông với đầu nhỏ thanh truyền.
 | |
| Vị trí lắp ghép chốt pit tông |
2. Điều kiện làm việc
Trong quá trình làm việc, chốt pit tông chịu tác dụng của lực khí cháy, lực quán tính chuyển động tịnh tiến và làm việc ở nhiệt độ cao, khó bôi trơn. do đó, chốt pit tông chóng bị màI mòn.
3. Vật liệu chế tạo
Chốt pit tông được làm bằng thép hợp kim qua nhiệt luyện, mài và đánh bóng để nâng cao khả năng chịu mài mòn bề mặt, đồng thời bên trong vẫn dẻo dai để chịu được tải trọng thay đổi cũng như va đập.
4. Cấu tạo
Đa số chốt pit tông có cấu tạo đơn giản là hình trụ rỗng hoặc ngoài là hình trụ, còn mặt trong là lỗ thẳng, lỗ bậc, lỗ côn để giảm trọng lượng.
 |
| Chốt pit tông |
5. Phương pháp lắp ghép chốt pit tông
Chốt pit tông được lắp ghép với pit tông và đầu nhỏ thanh truyền theo ba phương pháp sau:
a. Lắp cố định với pit tông bằng một vít hãm (hình 20 - 18 a)
Với phương pháp này, chốt phảI được lắp tự do trong đầu nhỏ thanh truyền. Do không phảI giảI quyết vấn đề bôI trơn cho bệ chốt nên có thể rút ngắn được chiều dài của bệ chốt để tăng được chiều rộng của đầu nhỏ thanh truyền, giảm được áp suất tiếp xúc.
Trong khi làm việc, chốt pit tông sẽ quay trong đầu nhỏ thanh truyền. ưu điểm của phương pháp này là giảm được độ mòn và ít bị võng, nhưng mòn không đều, hay phát sinh va đập gây nên tiếng gõ, nên chỉ dùng đối với pit tông làm bằng gang có bạc lót bằng đồng.
b. Lắp cố định với đầu nhỏ thanh truyền bằng bu lông (hình 20 - 18 b).
Khi đó chốt pit tông phảI được lắp tự do trong bệ chốt. Cũng như phương pháp trên, do không phảI bôI trơn cho đầu nhỏ thanh truyền nên có thể thu hẹp bề rộng đầu nhỏ thanh truyền và như vậy tăng được chiều dài của bệ chốt, giảm được áp suất tiếp xúc tại đây. Tuy nhiên, mặt phẳng chịu lực của chốt ít thay đổi nên tính chịu mỏi kém, chốt pit tông cũng bị mòn không đều, độ võng lớn, chế tạo và lắp ghép phức tạp, nên hiện nay ít dùng.
c. Lắp tự do (hình 20 - 18 c)
Lắp tự do còn gọi là lắp bơi, nghĩa là chốt pit tông không cố định trong đầu nhỏ thanh truyền và trong bệ chốt. Trong quá trình làm việc, chốt pit tông có thể xoay quanh đường tâm của nó.
Khi lắp ghép, mối ghép giữa chốt và bạc đầu nhỏ thanh truyền là mối ghép lỏng, còn mối ghép với bệ chốt là mối ghép trung gian, có độ dôI (0,01 ÷ 0,02 mm đối với động cơ ô tô, máy kéo). Trong quá trình làm việc, do nhiệt độ cao, pít tông bằng hợp kim nhôm giãn nở nhiều hơn chốt pit tông bằng thép tạo ra khe hở ở mối ghép này nên chốt pit tông có thể xoay tự do. Khi đó mặt phẳng chịu lực thay đổi nên chốt mòn đều hơn và chịu mỏi tốt hơn. Vì vậy, phương pháp lắp ghép này được dùng phổ biến hiện nay. Tuy nhiên, phải giải quyết vấn đề bôi trơn ở cả hai mối ghép và phải có kết cấu hạn chế dịch chuyển dọc trục của chốt để tránh cào xước xi lanh, thông thường dùng vòng hãm tiết diện tròn ở hai đầu chốt hoặc dùng nút kim loại mềm.
 |
| Các phương pháp lắp ghép chốt pit tông |
a) Chốt pit tông cố định với pit tông
b) Chốt pit tông cố định với đầu nhỏ thanh truyền
c) Chốt pit tông lắp tự do
II. HIỆN TƯỢNG, NGUYÊN NHÂN HƯ HỎNG VÀ PHƯƠNG PHÁP KIỂM TRA, SỬA CHỮA
1. Hiện tượng, nguyên nhân hư hỏng
Trong quá trình làm việc, chốt pit tông thường có các hiện tượng hư hỏng sau:
Chốt pit tông làm việc trong điều kiện tải trong thay đổi, bôi trơn kém và nhiệt độ cao, do đó chốt pit tông chóng bị mòn thành hình côn và hình ô van tại vị trí ma sát với bạc đầu nhỏ thanh truyền, làm khe hở lắp ghép tăng lên và động cơ làm việc có tiếng kêu và va đập.
2. Phương pháp kiểm chốt pit tông
a. Kiểm tra độ côn:
Dùng pan me đo ngoài để đo tại 3 điểm : ở chính giữa và hai đầu của chốt (hình 20 - 19 a). Hiệu số đo được là độ côn. Nếu vượt quá 0,02 mm thì phải thay mới.
b. Kiểm tra độ ôvan:
Dùng pan me đo tại hai đường kính vuông góc với nhau ở phần chính giữa của chốt pit tông (hình 20 - 19 b). Hiệu giữa đường kính lớn và đường kính nhỏ là độ ô van. Nếu lớn hơn 0,02mm thì phảI thay mới.
 | |
| Kiểm tra độ côn, độ ô van chốt pit tông |
a) kiểm tra độ côn; b) Kiểm tra độ ô van
3. Phương pháp sửa chữa chốt pit tông
Thời gian chốt pit tông bị mòn đến giới hạn sử dụng cho phép thường sớm hơn thời gian mòn hỏng của pit tông và xi lanh, do đó trước khi sửa chữa xi lanh (doa, mài) và thay pit tông thường thay chốt pit tông đã tăng kích thước một đến hai lần. kích thước sửa chữa chốt pit tông được chia thành nhiều cấp: 0,05, 0,075, 0,10, 0,125, 0,15, 0,20 và 0,25mm.
Khi sửa chữa lớn thường thay chốt pit tông mới còn sửa chữa vừa có thể dùng một số phương pháp sau:
a. Phương pháp mài
Trường hợp chốt pit tông lắp tự do bị mài mòn ít, nếu mài tròn lại vẫn còn đủ độ cứng thì cho phép mài lại để dùng, còn bạc lót đầu nhỏ thanh truyền phải thay mới cho phù hợp với kích thước sửa chữa, đồng thời phải thay lắp thêm bạc lót lỗ chốt pit tông. Ngoài ra có thể lấy chốt pit tông cũ đã tăng kích thước và mài lại để tiếp tục sử dụng.
b. Phương pháp mạ
Dùng chốt pit tông đã bị mòn, mài lại rồi mạ một lớp crôm, sau đó mài theo kích thước sửa chữa ban đầu hoặc kích thước sửa chữa đã được tăng lên.
c. Phương pháp tăng đường kính
Khi chốt pit tông đã mòn quá kích thước sữa chữa, có thể nung nóng ở nhiệt độ thích hợp cho nở ra dùng dụng cụ chuyên dùng để phục hồi kích thước, rồi thấm các bon để tăng độ cứng bề mặt.
3. Chọn lắp chốt pit tông
Kích thước sửa chữa của chốt có quy định như sau: 0,005; 0,075; 0,100, 0,125; 0,20; 0,25 mm kích thước này đều ghi trên mặt chốt hoặc hộp đựng. Khi chọn lắp căn cứ vào đường kính trong của lỗ chốt để chọn chốt, nếu chọn ở cấp lớn nhất mà vẫn cảm thấy lỏng cần thay pit tông rồi chọn đúng chốt có kích thước tiêu chuẩn.
Kiểm tra khe hở chốt với bạc đầu nhỏ (như ở phần chọn lắp bạc đầu nhỏ thanh truyền).
Kiểm tra lắp thử chốt và bệ chốt: Độ dôi lắp ghép giữa chốt và bệ chốt trong phạm vi 0,0025 - 0,0075 mm, trị số này rất khó kiểm tra đối với pit tông nhôm có thể dùng phương pháp làm nóng như sau:
Dùng pan me đo ngoài, đo độ ô van của pit tông và ghi lại, cho pit tông đun nóng đến nhiệt độ (75 – 85)0C lấy pit tông ra nhanh chóng, lau sạch chốt sau đó lắp chốt pit tông vào. Nếu dùng sức ngón tay có thể ấn được vào là vừa. Nếu không vào được chứng tỏ lổ chốt quá nhỏ nên doa hoặc sửa lỗ thêm một chút, không nên miễn cưỡng dùng búa để đóng vào.
Đẩy chốt pit tông vào một đầu, rồi bôi ngay một ít dầu bôi trơn vào bạc lót thanh truyền, đưa đầu thanh truyền vào trong pit tông (chú ý dấu thanh truyền với pit tông) tiếp tục dùng sức lòng bàn tay ấn chốt sang đầu bên kia đợi sau khi pit tông nguội, đo lại độ ô van của thân pit tông . Nếu biến dạng lớn hơn 0,025 mm thì chứng tỏ lắp ghép quá căng. Nên đẩy chốt ra cạo lại một chút sau đó lắp theo phương pháp trên đến khi không biến dạng mới thôi.
Sau khi lắp xong dùng hai tay giữ chặt chốt pit tông đặt thanh truyền nằm ngang và hơi chếch lên nếu độ chặt của pit tông vừa phải thì thanh truyền nhờ sức nặng của thân sẽ từ từ hạ xuống. Nếu lỏng thanh truyền hạ xuống nhanh, nếu thanh truyền không hạ xuống được là quá chặt, cần phải sửa chữa.
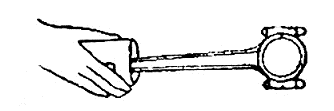 |
| Kiểm tra độ chặt của chốt pit tông |









